
随着金属制造商寻求与自动化焊接相关的生产力以及能够从配置中移除协作机器人并以手动模式使用激光焊接设备所带来的灵活性,协作机器人辅助激光焊接越来越受欢迎。 塞拉激光
与任何优秀的金属制造商一样,斯科特·哈特里克 (Scott Hartrick) 始终在寻找更好的方法来完成某件事。
作为总裁 动态金属创新 (DMI)Hartrick 是宾夕法尼亚州以马忤斯市的一家 17 人商店,Hartrick 不仅领导公司,还在车间提供帮助。 这就是为什么他在焊接工作中引弧并不罕见。 他得到了许多公司领导者所不明白的观点。
两年前,DMI 赢得了一份需要制造金属柜的工作,金属柜由薄规格钢和不锈钢(14 至 18 加仑)制成,长 3 英尺,深 2 英尺。 机柜具有嵌入式功能,并且需要缝焊,必须将其混合以进行粉末涂层。
Hartrick 和他的同事发现,使用钨极气体保护焊(GTAW 或 TIG)时,该过程会产生过多的热量,导致机柜的某些区域出现油罐现象。 为了防止变形,焊工使用焊炬试图使金属收缩,以消除油罐效应。
哈特里克确信必须有更好的方法来解决这个项目,因此开始在互联网上进行调查。 他不确定这是社交媒体还是数字广告,但哈特里克发现 IPG光子学 新型 LightWELD 手持式激光焊接设备。 他对公司的激光电源很熟悉,因为 DMI 的第一台激光切割机就有这样的电源。
“我看了该公司的一些演示视频,然后我说,‘让我们试一下吧,’”哈特里克说。
特别引起他注意的是将送丝机与手持式激光器结合在一起的能力。 这很重要,因为机柜的拐角处有这些弯曲浮雕,无法熔焊在一起。 差距太大而且不一致。 然而,送丝机使激光焊接成为完成该任务的合适选择。
“您将焊丝送入,然后将其放下,送丝机还可以确保焊缝的一致性,因为送丝机只会推动焊枪前进。 因此,您可以设置电线铺设的速度。 然后你只要握住枪,它就会以相同的速度沿着整个长度推动它,”哈特里克说。 “而对于熔焊,你的速度就是你拖着枪的速度。 如果你减速或加速,你会在焊缝中看到这一点。”
激光焊接取代了它的位置
激光焊接并不新鲜。 自 20 世纪 80 年代以来,激光一直用于工业环境。 然而,该技术并没有得到更广泛的应用,因为它价格昂贵,因此只适合高端、大批量的应用。
近年来,光纤激光技术已成为金属制造中使用的主导技术之一。 这样,激光电源的成本就下降了,为手动激光焊接打开了大门。
金属制造商注意到激光焊接,因为像 Hartrick 一样,他们认识到激光在铺设焊道时不会产生太多热影响区。 这是因为激光束的能量密度通常为 10 kW/mm2。 传统焊接工艺中电弧的能量密度约为 50 kW/mm2,这意味着将能量传递到金属以完成焊接需要更长的时间。 这也是传统电弧焊经常需要坡口的原因之一; 它确保可以进行全焊透焊接。

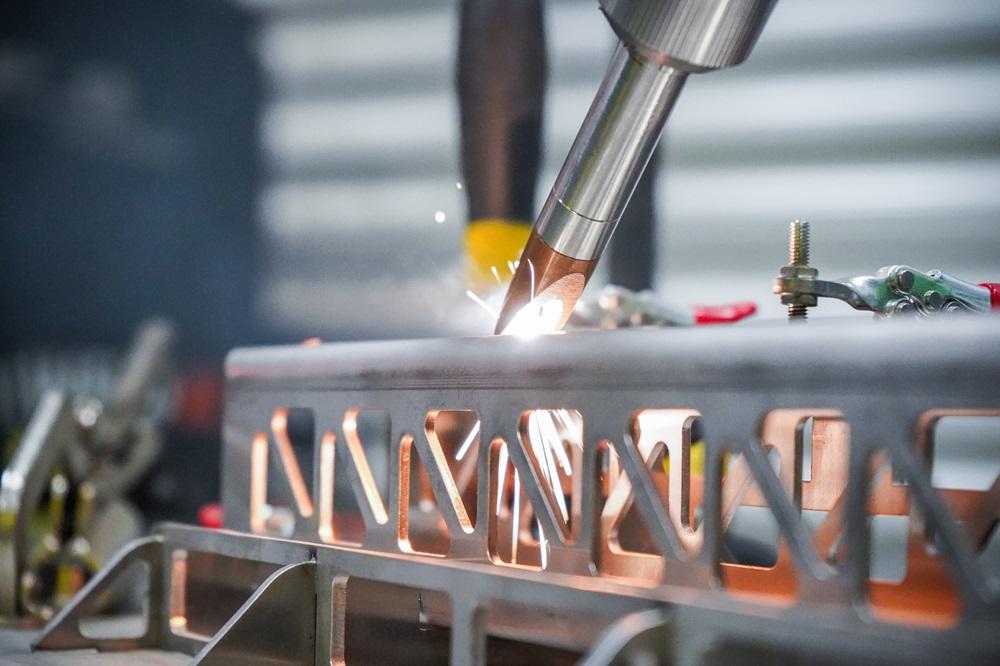
如果激光焊接要发挥作用,夹具必须精确。 塞拉激光
“激光照射到所需的深度,并从内到外进行焊接,”公司总裁格伦·克莱恩 (Glenn Kline) 说道。 塞拉激光 位于加利福尼亚州阿纳海姆的 IPG 手动激光焊接系统最大经销商之一,每年销售 200 多个系统。 Serra Laser 向 DMI 出售了两台激光焊接装置:一台手动系统,另一台与协作机器人配对。
激光焊接也不需要清洁的表面。 例如,在铝电弧焊中,在开始焊接之前需要清除表面的污染物和氧化物,但激光束只需射穿表面污染物,甚至是氧化皮。
“这对人们来说是真正的游戏规则改变者,焊接领域确实已经很长时间没有任何创新了,”在进入提供金属制造服务领域之前,他多年来一直销售激光切割机。
Kline 补充道,IPG 开发的风冷激光焊接电源是技术进步,使得 LightWELD 在 2021 年及时推出。 在此之前,国外开发的许多激光焊接电源都需要某种水冷却,这增加了尚不为人所知的技术的复杂性。 IPG 是激光二极管制造领域的全球领导者之一,通过添加比实际焊接应用所需数量更多的二极管来解决这一性能问题。 与最大限度发挥其发电能力的电源相比,以远低于二极管所能提供的功率设置运行激光电源不会产生太多热量。 这样就可以对设备进行风冷。
“这些单元经过了很多思考。 IPG 非常了解这项技术的焊接方面。”Kline 说道,并补充说该技术广泛应用于多种高科技应用,例如电池和航空航天制造。
激光焊接电源装置专为没有大量激光焊接知识的人员而设计。 与传统的弧焊电源一样,LightWELD 的控制包括针对不同类型焊接应用的配方。 用户只需参考焊接模式图表,其中材料、焊缝类型(例如熔焊、焊丝或点焊)和熔透深度等信息可引导用户找到正确的字母数字代码。 然后将该代码插入电源,设置功率、气体流量、摆动宽度和摆动频率,并选择脉冲焊接或连续波焊接。
焊工还能够调整焊接配方。 例如,如果需要更高的熔深,焊工可以通过旋转旋钮将功率增加 50 W。
激光焊接与 TIG 焊接
尽管激光焊接电源的控制模仿了传统焊接电源的控制,但这两种过程是完全不同的。
“这有点像重新学习焊接,用你的速度和馈电并了解瓦数,而不是在安培和伏特上工作,”哈特里克说。
回顾他在激光焊接机上使用送丝机的经验,Hartrick 将该过程描述为“以焊丝的速度运行”。 当它走的时候,焊工必须跟着它走。

Dynamic Metal Innovations 的激光焊接外壳可用于手动和协作机器人辅助激光焊接。 动态金属创新
“我想说,与 TIG 等工艺相比,它缺乏控制,”他补充道。
例如,使用 TIG,焊工可以启动和停止,沿途读取水坑并进行调整。 但尝试使用手持式激光会导致更多的陨石坑。
这就是为什么激光焊接对于具有 30 英寸等应用的商店来说是一个很好的选择。 直线运行。 更复杂的东西是电弧焊的完美选择。
“就此而言,你不会取代 TIG 或 MIG 焊接,”他说。
Hartrick 描述了一项工作,其中涉及使用 TIG 点焊外壳,使用手持式激光完成所有接缝,然后使用 TIG 焊接完成边角。 哈特里克表示,激光焊接这些角落可能会变得“乏味”。 通过 TIG,焊工可以巧妙地调整焊枪和电极,使边角熔化得恰到好处。 使用激光焊接时,如果拐角处的装配不是很紧,激光束可能会在拐角处吹出一个洞。
“装配对于激光焊接来说绝对重要,”他说。 “如果你的配合不好,或者差距太大,你肯定会有些头疼。”
哈特里克承认,他花了将近一年的时间才适应激光焊接。 他说他理解为什么有些人说安装和运行手动激光焊接机的最佳方法是找到没有焊接经验的操作员。 这是一种完全独特的金属连接方式。
话虽如此,他并不后悔投资 LightWELD。 Hartrick 表示,即使考虑到与如此复杂的机器相关的学习曲线和费用,该设备所带来的生产力提升也是真实的。 他表示,激光焊接比 TIG 焊接速度快“四到五倍”,这对于任何难以找到焊工的车间来说都是有益的。
将协作机器人添加到激光焊接组合中
众所周知,金属制造行业缺乏对焊接职业感兴趣的人才。 这就是许多商店和制造商在可能的情况下转向焊接自动化以提高焊接能力的原因之一。 最令人感兴趣的领域之一,特别是对于小型企业来说,是协作机器人的使用。
“一旦这 [LightWELD] 出来后,每个人的下一个问题是,‘嘿,我们可以把它放在协作机器人上吗?’”克莱恩回忆道。
2022 年夏天,IPG、Serra Laser 和 发那科 组建了一个开发团队来创建激光焊接协作机器人平台。 IPG 修改了 LightWELD 控制系统以与协作机器人一起使用,FANUC 为该项目提供了 CRX 协作机器人。 IPG 为手动激光焊接设备开发了协作机器人界面,Serra Laser 开发了编程图标,称为 LightBOT AP。
Kline 表示,CRX 协作机器人使用时间线方法来制作程序,有点像编辑视频记录的方式。 一旦 LightBOT 用于设置焊接程序的图标被激活,用户就可以手动将协作机器人手臂移动到不同的焊接位置,并在此过程中滑动不同的图标。 这些图标确定焊接配方(使用相同的字母数字代码)、焊丝的使用、功率、摆动宽度和摆动频率。 (激光清洁图标已包含在最新版本的 LightWELD 中,并且现在可用于 IPG 目前提供的三种型号。)
Kline 补充说,Serra Laser 可以将 CRX 协作机器人添加到任何已售出的 LightWELD 系统中。 安装人员能够到达现场,更新激光焊接系统的软件以实现协作机器人控制,并完成 LightWELD 和协作机器人之间的电气连接。
“这通常需要一天的时间,剩下的时间我们都会在现场教焊工如何使用 LightWELD-FANUC CRX 系统,”Kline 说。
Hartrick 表示,LightBOT 的灵活性使其对 DMI 的使用具有吸引力。 从协作机器人模式切换到手动焊接模式只需不到五分钟,反之亦然。
IPG 创建了一个添加到系统中的开关盒,以确保易用性和安全性。 例如,如果用户想要从手动焊接转为使用激光进行协作机器人焊接,则必须将开关盒切换到协作机器人模式,并且必须将焊枪放在特殊的枪架中,然后 FANUC 软件才能控制激光器焊接系统。 开发此系统的目的是为了防止协作机器人意外启动系统。
LightBOT 还提供一些金属制造商可能会觉得有用的过程控制。 克莱恩表示,协作机器人能够在实际焊接过程中改变操作参数。 例如,如果需要进行对接焊缝,焊工通常会在焊缝边缘遇到麻烦,因为没有足够的材料供热量流过,因此很容易烧坏。 借助协作机器人上的 LightWELD,焊接程序可以以较低的功率设置开始焊接,随着焊接的进行而增加功率,并在结束时逐渐减弱。 功率变化在几毫秒内即时发生。
同样,正如在手动模式下使用激光焊接系统需要紧密的装配和良好的固定装置一样,这同样适用于协作机器人辅助版本。
“当你拥有正确的应用程序时,使用它就很有意义,”哈特里克说。 “例如,协作机器人可以征服那些复杂的角落并进行熔焊,而这对于手工来说太麻烦了。 结果每次都是可重复且一致的。”
安全第一
如果不涉及安全性,任何关于激光焊接的讨论都是不完整的。 激光束确实存在危险,尤其是对眼睛,因此必须小心操作。
正如大多数焊工所接受的教育(或者可能是学过的那样),接触电弧焊可能会导致烧伤。 传统焊接产生的紫外线可能会造成损害,但在大多数情况下,身体可以自我修复。 激光焊接涉及红外光束,如果该光束穿透未加防护的眼睛晶状体,就会对视网膜造成损坏,而且可能无法修复。
据 Kline 介绍,Serra Laser 销售的大多数激光焊接系统都将在外壳中使用,以防止激光逸出。 Kline 估计,大约 30% 的公司购买 Serra Laser 提供的外壳,其余公司则自行制造外壳。
美国激光研究所的一项研究表明,使用激光时71%的事故是眼睛受伤,主要是视野盲点。 同一份报告指出,许多事故是由于意外的向上反射造成的。
这就是为什么使用手动激光焊接系统时保护眼睛如此重要。 Kline 表示,LightWELD 随附的安全眼镜的光密度等级为 7 以上,旨在将可能穿过镜片的激光能量保持在绝对最低水平。 (光密度等级为 7 以上意味着每 1000 万个光子中只有一个可以通过滤光片。)
激光焊接头盔还可以保护面部的其他部分免受潜在的激光照射。 这种头盔类型的早期版本只是传统的焊接头盔,玻璃滤光片周围有铝制防护罩。 如今,最新的头盔由碳纤维制成,可以承受激光的直接撞击长达 10 秒而不被穿透。
为了强调小心操作的必要性,哈特里克解释了他如何进行焊接,激光穿过要焊接的接缝区域,击中了桌子上的一块铝,被反弹,击中了他戴着手套的左手。
“热量立即将其烧焦。 没有流血,”哈特里克说。 尽管如此,伤口愈合时看起来还是很粗糙。
激光焊接的美好未来
尽管存在任何安全问题、对技术的不熟悉以及此类系统的成本,金属制造商似乎对激光焊接越来越感兴趣。 他们看到了潜在的好处并愿意进行必要的投资。
也可能会担心落后。 Kline 表示,激光焊接的技术仍在不断改进,其中最新的一项是能够使用双送丝机,帮助该工艺处理大至 1/8 英寸的间隙。随着视觉系统的进步和人工智能的应用随着这些工具的功能的发展,唯一可以肯定的是激光焊接系统将变得更加用户友好。
“几年后,你将找不到一家没有激光焊接的商店,”克莱恩说。 “没有它,他们就没有竞争力。”
1714615586
2024-05-02 01:00:00
#激光和 #TIG #焊接如何在现代作业车间共存

:quality(70)/cloudfront-eu-central-1.images.arcpublishing.com/irishtimes/BD7WCPFJ5REOXF6ICP246GW2XU.jpg)








